You’ve seen it happen on the shop floor: a welded I-beam or a large pipe flange comes off the welding fixture with a few millimeters of twist. The bolt holes don’t line up, and somebody has to fix it before it ships. A lot of shops just grab whatever press happens to be idle and start pressing. That’s exactly how a lot of flange correction jobs go wrong.
Choosing between a gantry vs four column press for this kind of work isn’t really about tonnage. It comes down to how the machine’s frame handles a load that is almost never perfectly centered. Let’s cut the generic brochure specs and talk about what actually matters on the shop floor when you’re correcting flanges and structural steel.

- Why Flange and Beam Corrections Fail on the Wrong Press
- The Gantry Confusion: Fixed vs Traveling
- Gantry vs Four Column Press: The Real Technical Differences
- Where Each Structure Actually Gets Used
- Mistakes We See Buyers Make Every Week
- The 5-Minute Decision Checklist
- FAQ: Straight from Our Engineering Team
Why Flange and Beam Corrections Fail on the Wrong Press
Flange leveling and structural correction are not the same job as stamping or deep drawing. A stamping die centers the load on the ram by design. A warped flange or a twisted I-beam almost never does.
Most of the time, the culprit is residual weld stress. The heat shrinks the metal unevenly, locking the part into a twisted shape as it cools. When you try to flatten it, the correction force lands off to one side, sometimes near the very edge of the table. If the press frame has weak lateral resistance, the ram will cock slightly under that eccentric load. The flange might look flatter to the naked eye, but it will fail the sealing surface tolerance or the bolt pattern check later in assembly.
The problem isn’t that the press lacks force. It’s that the frame can’t resist the off-center push without adding its own deflection error on top of the original weld distortion.
The Gantry Confusion: Fixed vs Traveling
Here’s where most online comparisons drop the ball: they don’t clarify what “gantry” actually means in different contexts.
Search this topic and you’ll find articles about dedicated traveling gantry straightening lines—huge multi-axis machines where the entire bridge moves over a massive bed to correct plates and beams. Then you have general forming press articles covering tonnage and footprint. Neither talks about the machine most small and mid-size fabrication shops actually buy: a fixed-frame gantry press.
To be clear on what we’re actually talking about here: our 160-ton gantry hydraulic press is a fixed, welded-frame machine. It doesn’t have an X/Y traveling ram, and it doesn’t come with the massive price tag of a dedicated straightening line. But it shares the exact same open three-sided access that makes gantry designs so useful for overhanging parts. For a shop correcting pipe flanges, valve bodies, and beam sections up to a few hundred millimeters, this fixed-frame configuration is usually the most practical and affordable match.
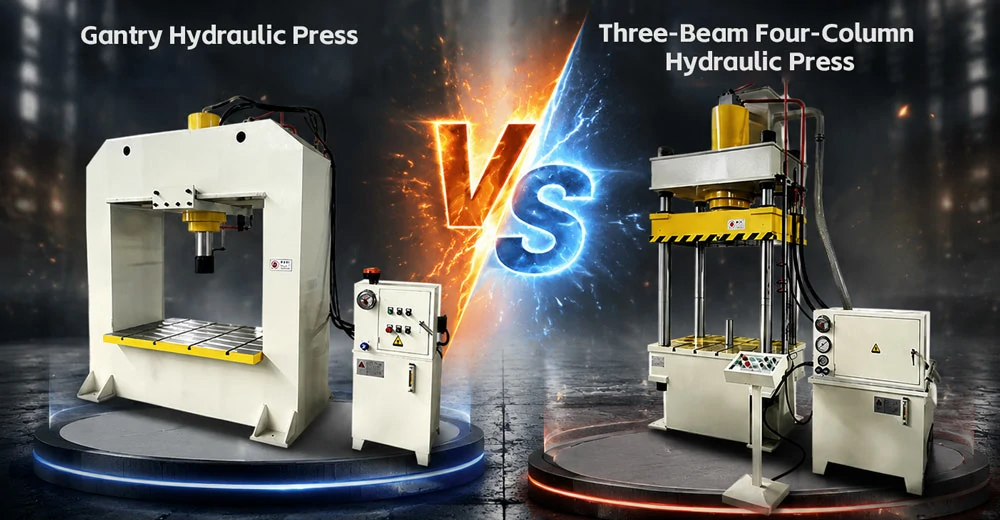
Gantry vs Four Column Press: The Real Technical Differences
Choosing between these two comes down to three things: how the frame resists off-center loads, how much of the workpiece can overhang the table, and how you physically access the part.
Four-column presses win on pure rigidity. The frame distributes force through four guide points at the corners, keeping the ram parallel to the bed even when the load isn’t perfectly centered. If your flanges are compact and fit entirely within the column span, a four-column press is incredibly stable. It requires less operator skill to get a good result because the machine does the guiding for you.
Gantry presses, on the other hand, are all about access. A welded gantry frame drops two of those columns and replaces them with an open-front, open-side layout supported by a rigid crossbeam. You give up some of that four-point symmetry, but what you gain is room to work.
This is exactly why frame choice matters so much for circular flanges. Weld distortion creates high spots scattered randomly around the bolt circle. On a four-column press, if a high spot sits where a column blocks direct access, the operator has to rotate the flange just to reach it. On a fixed gantry press, three open sides mean the operator can walk around the part, position tooling at any angle, and press each high spot without moving the workpiece.
For long I-beams, the open sides let the beam extend past the table edge while the flange section sits under the ram. A four-column press simply can’t do that without the beam hitting the columns.
| Factor | Four-Column Press | Fixed Gantry Press |
|---|---|---|
| Workpiece Access | Front and rear only, columns block the sides | Three sides completely open |
| Off-Center Load Resistance | Excellent, four-point guiding prevents ram tilt | Very good, welded crossbeam resists frame opening |
| Best Part Fit | Compact flanges within the column span | Overhanging beams, long weldments, flanges needing perimeter access |
| Workpiece Overhang | Limited by distance between columns | Parts can extend past the table edge |
| Loading Method | Manual or crane, front and rear only | Crane or forklift from front, left, or right |
| Footprint | More compact for the same tonnage | Larger, but saves the clearance needed for part rotation |

Where Each Structure Actually Gets Used
Pump and valve body flanges are where a four-column press really shines. They’re compact, and the sealing surface tolerance is tight enough that four-point guiding pays off. If you are correcting flanges under 350mm and they don’t overhang the table, a standard four column hydraulic press gives you a smaller footprint and solid precision without extra fixturing.
Structural steel correction is where the gantry layout earns its keep. I-beams and channel sections that twist after welding are usually longer than any press table. The open three-sided access lets the beam overhang the table while the ram works the twisted flange section. The operator just feeds the beam through the press, stopping to press each section, instead of constantly repositioning the part in and out.
Larger circular flanges are the gray area. A four-column press large enough to hold a very large flange between its columns gets massive and expensive fast. A fixed gantry press lets the flange rest on custom support blocking, and the open sides let the operator reach around the circumference to press each high spot without rotating the workpiece. If a job calls for pressing an oversized plate or flange without moving it at all across multiple axes, you’re looking at a completely different class of equipment—a traveling gantry straightening line, not a fixed gantry press.
Mistakes We See Buyers Make Every Week
In many customer inquiries, the first question we get is never about the required tonnage—it’s almost always about whether the existing workpiece can actually be positioned safely under the ram. That reality check is where a lot of buyers drop the ball. Here is what we see going wrong on the floor:
Sizing on tonnage alone is the most common one. A shop calculates the force needed to flatten a thick flange and buys a press rated slightly above that number, ignoring frame rigidity entirely. When the load sits well off the cylinder centerline, a weak frame will flex. Tonnage tells you whether the press can generate the force. Frame design tells you whether it can apply that force in a straight line.
Then there’s ignoring stroke length when you need to stack shims. Severely warped parts rarely flatten in one hit, and progressive correction is often needed. A short-stroke press means removing and resetting the workpiece constantly. Our 160-ton gantry press runs a 200mm stroke specifically to allow for taller support fixtures and shim stacking without the headache.
Another blind spot is forgetting about crane and forklift approach paths. A shop buys a compact four-column press because it fits the floor space, only to find the columns block the overhead crane from dropping the part straight down. Always check your material handling approach against the press geometry before buying.
Finally, treating open access as a reason to skip on safety. A three-sided open gantry makes loading incredibly fast, but that doesn’t mean guarding requirements go out the window. An open frame still needs the same guarding discipline—light curtains, two-hand controls, and emergency stops—per the OSHA machine guarding standard. Open access speeds up loading; it doesn’t reduce the danger at the ram.
The 5-Minute Decision Checklist
Before comparing tonnage numbers between machines, run through these questions.
- Does your largest part fit entirely within a roughly 500mm column span? If yes, a four-column frame is likely your most compact, cost-effective choice.
- Do your parts regularly overhang the table, like long I-beams or channels? If yes, an open-side gantry frame keeps the part from hitting the columns.
- Are you correcting large circular flanges that need work around the full bolt circle? A gantry press gives the perimeter access needed to hit high spots without rotating the workpiece.
- Do you need progressive, multi-pass correction with shims? Check the stroke length, not just the daylight opening.
- Is your correction force likely to land off-center on most parts? Prioritize frame rigidity—crossbeam and column strength—over raw tonnage headroom.
Shops correcting a mix of compact flanges and overhanging structural sections in the 100-200 ton range usually get the most out of a fixed-frame gantry configuration. It splits the difference perfectly between four-column compactness and full traveling-table capacity.
FAQ: Straight from Our Engineering Team
How much does off-center loading actually affect flange leveling accuracy?
More than most buyers expect. Off-center loading creates a tilting moment on the ram. A four-column guide system resists this mechanically, and a gantry press resists it through the rigidity of its welded crossbeam. If the frame is too light or poorly welded, the ram cocks slightly under an eccentric load. The result? A flange that is flatter on one side than the other, which fails later in assembly.
Should I choose a gantry press or a four column press for beam flange correction?
Look at the beam length. If the beam is short and fits entirely between the columns, a four-column press gives a smaller footprint. If the beam is long and needs to overhang the table edge, a gantry frame’s open sides let the beam extend out without hitting the machine, so the operator can just feed it through and press the next section.
What flange sizes can a 160 ton fixed gantry press handle?
Our 160-ton model has a 500x400mm table. Compact pump flanges under roughly 350mm can be pressed directly on the table, holding flatness within about 0.1mm with proper support tooling. Larger flanges can be supported on custom blocking, and the open sides allow access around the circumference to press high spots. At that point, workpiece size depends on your specific fixturing, not just the table dimensions.
Is a fixed gantry press the same as a moving gantry straightening machine?
No, and this confuses a lot of buyers. A fixed gantry press, like our 160-ton model, has a stationary frame where the ram moves up and down while the part is positioned manually or by crane. A moving gantry straightening press is a much larger dedicated machine where the entire bridge travels along a long bed on X and Y axes to press oversized plates without moving the workpiece. They serve completely different production scales and budgets.
How is pricing determined for a gantry hydraulic press used in flange leveling?
It’s not just about tonnage. Pricing depends on table size, stroke length, and the control system. A basic relay panel costs less than a touchscreen PLC setup. Custom table dimensions or a reinforced crossbeam for heavy eccentric loads will also affect the quote. Sending us your flange or beam dimensions lets us confirm the right configuration before quoting.
- See the full Gantry Hydraulic Press range for other tonnage and table configurations.
- For flat plate leveling rather than flanges or beams, our guide on steel plate straightening presses covers that scenario instead.
Don’t guess based on a brochure. Send us your flange diameter, beam length, and correction tolerance, and our engineers will confirm which frame structure fits the job before you commit to a machine.
Talk to our engineers on WhatsApp




